Meilleurs vœux pour cette nouvelle année 2018 !
Cela faisait bientôt 18 mois que le projet était au ralenti depuis la mise en place des bagues en céleron dans les tubes du train avant, voir cette NOTE. Tout s’était bien passé pour la pose des 3 premières bagues mais la 4° révéla au final plusieurs problèmes sur le tube inférieur.
Avant de rentrer dans le vif du sujet, une photo d’ensemble de l’outillage qui a servi à cette opération.

Une partie du tube inférieur du train avant est donc endommagé, empêchant de mettre en place correctement une bague en céleron, un roulement à double rangée d’aiguilles et un bras de suspension.
Un impact, visible sur le tube extérieur, est situé à 2 cm environ après la bague, soit à une vingtaine de cm de l’extrémité du tube.
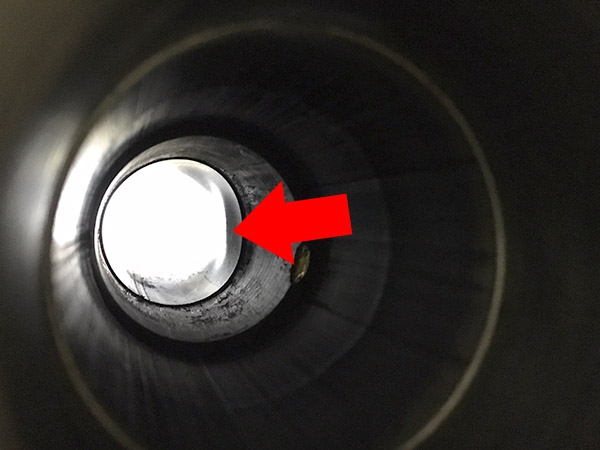
L’extrémité du tube est évasée, empêchant le montage du roulement comme cela devrait être.
Avec des »si », on aurait peut-être changé un des tubes du train avant quand cela était possible ! Encore fallait-il à se moment là trouver un autre train avant mais aussi le changer, ce qui était également loin d’être simple … La voiture étant peinte aujourd’hui, cette solution n’est plus vraiment envisageable.
Il est donc décidé de procéder par étape en commençant par atténuer l’impact sur le tube au moyen d’un manchon ou plutôt d’une »souris guidée ». L’outil est composé d’une partie cylindrique servant de guidage au diamètre intérieur du tube en partie centrale soit 44,30 mm et d’un cône permettant de passer au départ la déformation du tube. Une chauffe à 800° suivi d’un trempage dans l’huile a permis une trempe de l’acier pour le rendre plus dur, afin d’éviter d’éventuels grippages.
Ce sera une opération »sans anesthésie », c’est à dire à froid !

Le tube intérieur du train avant et la souris sont graissés généreusement. Deux entretoises épaulées aux diamètres extérieures des roulements sont mises en place aux extrémités du tube. Des tiges filetées de diamètre 16 mm sont vissées dans la souris, permettant d’un côté de la tirer, de l’autre de la ressortir.

Au moyen d’une clé plate à cliquet, la souris réussi à passer aux travers du tube sans trop forcer, de dernier mesurant à peine 3 mm d’épais.

Après passage de la souris dans un sens puis dans l’autre, la déformation est nettement atténuée. On ne la voit d’ailleurs pratiquement plus de l’extérieur.
La peinture au niveau de l’impact a fini par craqueler, c’est bon signe; le tube reprends sa forme petit à petit. Des retouches d’antigravillon et de peinture seront faites ultérieurement, cela reste un détail à ce stade.

La prochaine étape consiste à passer des cylindres calibrés dans la partie qui reçoit la bague en céleron. Il s’agit d’un diamètre d’alésage différent que précédemment.
Un premier cylindre est passé à travers le tube puis le deuxième un peu plus gros.

Le tube ayant une certaine élasticité, la déformation n’est pas encore complément résorbée mais cela vient petit à petit.

Ces 2 premières étapes de passées, il est temps de s’occuper de l’extrémité du tube recevant le roulement à double rangée d’aiguilles. L’alésage est évasé sur 180° sur 1,5 mm environ au plus loin de la déformation ! Le diamètre en fond d’alésage, 40 mm plus loin, est quand à lui en bon état.
Deux mâchoires sur mesure sont fabriquées pour resserrer le tube.
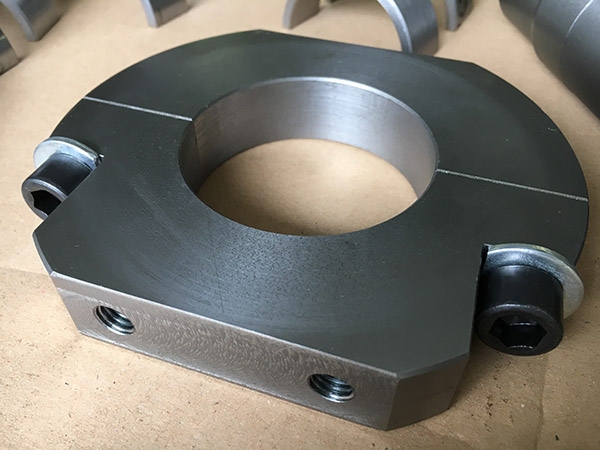
Plusieurs jeux de demi-coussinets sont fabriqués à différents diamètres pour travailler par étape afin d’éviter de marquer le tube au moment du serrage.

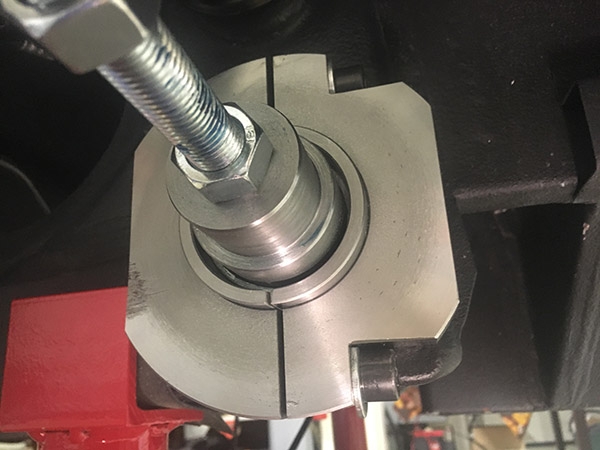
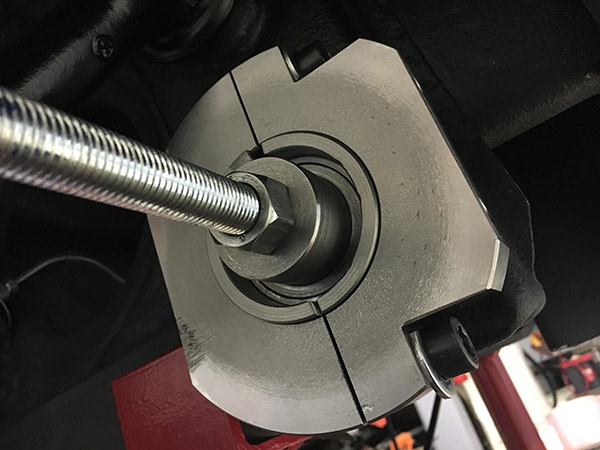
Un mandrin calibré est mis en place dans le tube afin que la déformation se fasse du bon côté et que le tube reste concentrique. Graissage du mandrin.

Il est tiré de l’autre côté tu tube au moyen d’une tige filetée et d’un écrou de 16 mm

Une fois le manchon en place, on voit nettement la déformation du tube, sur la partie gauche de l’image.

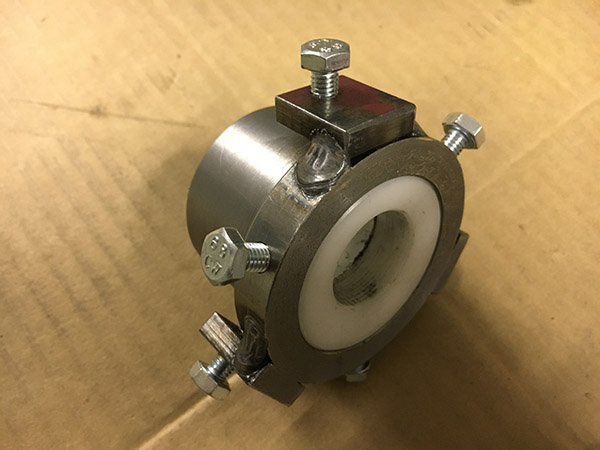
Mise en place des mors et des demi-coquilles.
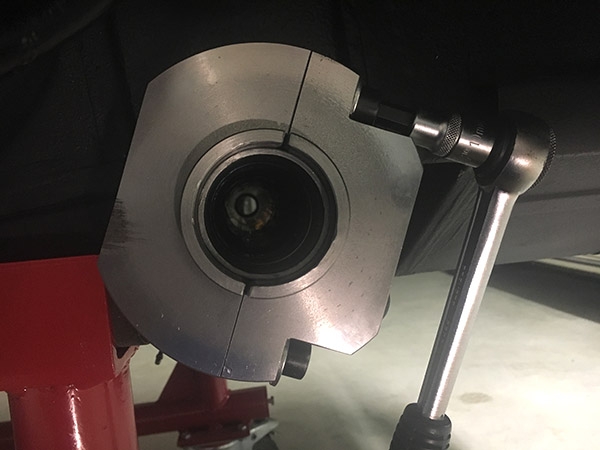
Le serrage est finalisé par la mise en place des demi-coquilles du diamètre du tube extérieur, soit 57,6 mm. Le tube commence à reprendre sa forme initiale.

Le tube ayant toujours une certaine élasticité, l’alésage est encore trop grand et ne permet pas pour le moment de monter le roulement. De nouvelles demi-coquilles d’un diamètre inférieur sont mises en place mais sans le mandrin intérieur, afin d’obtenir volontairement un diamètre inférieur à la côte souhaitée pour ensuite le recalibrer au bon diamètre qui doit faire au final 52,00 mm.
Une fois cette opération effectuée, le mandrin est de nouveau mis en place, puis les mâchoires positionnées et serrées à plusieurs reprises tous les 45°.
L’alésage obtenu ne permet toujours pas de monter le roulement. Il y a encore un peu trop de serrage et une légère ovalisation. Un honoir à pierres aurait pu être utilisé jusqu’à ce que le roulement rentre mais pour ne pas recopier les défauts dus à l’ovalisation, il est finalement décidé de passer d’autres manchons de diamètres supérieurs pour se rapprocher au final des 52,0 mm.

Un 1° passage est effectuée avec une bague de 52,05 mm. Une fois la bague retirée, l’alésage mesuré est toujours trop petit pour le montage du roulement à aiguilles.
Un 2° passage avec une bague de 51,10 puis un 3° passage avec une bague de 51,15 ne permettent toujours pas d’arriver à la côte souhaitée. L’élasticité du métal fait qu’une fois les bagues retirées, l’alésage ne reste pas au diamètre des manchons.
Il faudra attendre le passage de la 4° bague de 51,20 mm pour arriver au final à un diamètre de 51,98 mm avec une ovalisation inférieure à 3/100° !
Une vérification de l’alésage est effectuée au moyen de calibres sur mesure permettant de s’assurer du serrage constant sur les 40 mm de profondeur de l’alésage.

Merci au passage à David pour le prêt à plusieurs reprises du matériel de mesure.

Après ces premières étapes de passées, il reste encore à solutionner le problème d’alignement entre le roulement et la bague en céleron empêchant le montage correct du bras qui ne doit pas forcer, ce qui est loin d’être le cas pour le moment.
Il est finalement décidé à ce stade d’usiner la bague en céleron directement dans le tube.
Un outil sur mesure est réalisé, il s’agit d’une barre d’acier étiré de 25mm de diamètre sur laquelle est montée un outil de coupe.

Détail de l’outil de coupe. Une autre vis non visible sur la photo permet le réglage de l’outil.

L’ensemble est guidé par deux manchons spécifiques qui sont montés aux extrémités du tube inférieur du train avant. Un des deux manchons est équipé de deux roulements permettant à la barre d’être guidée, tout comme le bras de suspension dans le roulement d’origine à double rangée d’aiguilles.

L’autre manchon est composé d’une bague plastique volontairement désaxée après avoir mesuré un léger défaut d’alignement (entre les 2 tubes) qui reste cependant dans la tolérance du constructeur.
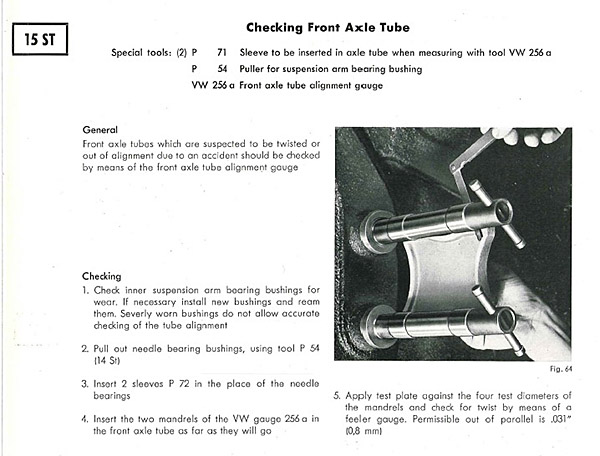
Extrait du manuel d’atelier sur la tolérance maximum du défaut d’alignement entre les 2 tubes du train avant.
De nouvelles bagues en céleron sont fabriquées. Les deux plus épaisses sont celles qui seront usinées directement dans le tube, en réalité une seule bague est nécessaire mais deux sont fabriquées au cas où … Les 3 autres bagues sont les mêmes que celles qui ont déjà été montées sur le tube supérieur. Là encore une seule bague sera utilisée, elle prendra place à l’autre extrémité du tube inférieur. Les »pattes d’araignées » non débouchantes pour le graissage des bagues sont identiques à l’origine.

Montage de la bague en céleron avant usinage au moyen du manchon de guidage

La bague une fois en place à l’intérieur du tube.

Montage de l’outil de coupe avec le manchon à double roulements.
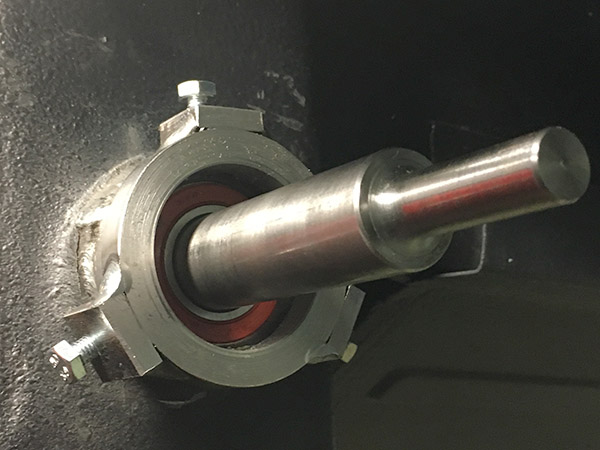
L’usinage est effectué au moyen d’une perceuse sans fil, 4 passes seront nécessaires pour arriver à la côte avant le passage de l’alésoir.

Usinage en cours …

L’usinage est terminé. On peut y voir le désaxage d’environ 1 mm qui posait problème au moment du montage du bras de suspension.

L’usinage étant réalisé, il reste encore à passer l’alésoir d’origine comme déjà vu dans cette NOTE.

Mise en place de l’alésoir et de la bague de centrage.

Une fois l’alésage réalisé d’un coté, une nouvelle bague en céleron aux côtes d’origine est mise en place à l’autre extrémité du tube inférieur; elle sera également alésée.
Le roulement peut enfin être monté ! Merci au passage à Alain (buc356) pour m’avoir dégoté un roulement d’origine d’occasion en bon état. Cette références n’existe plus, elle est remplacée aujourd’hui par 2 roulements à simple rangée d’aiguilles et une entretoise en plastique. Dans mon cas de figure, la mise en place d’un roulement d’origine, c’est à dire en une seule pièce, large et épaulée est préférable.

Montage du roulement

Le moment fatidique avec la mise en place du bras qui tourne librement !

Beaucoup de temps passé au final pour solutionner ce problème. Je ne remercierai jamais assez mon père qui a pris le temps, encore une fois, sur son emploi du temps pourtant très chargé pour concevoir et réaliser cet outillage !
Le remontage continue avec la mise en place des fusées, des tambours et des roues …
Chapeau quel boulot!! Elle va être superbe cette auto…
Bonne continuation
Thomas
Quelle dextérité ! Bravo !
Mais il est fou ….. Oh oui !!!!!
Quel travail de dingue !!!
Amitiés
Roland
+1
Il est fou
Ha la la….tu es un grand malade….!
Merci pour le partage, super boulot franchement…..ca mérite une bonne MéMé !
JLC
Bonjour , je suis de Montreal et débuterai bientot la restauration d’une 356 de 1957.
Premièrement Bravo ! Quel beau travail !
Ensuite j’aimerai me procurer des roulements dee bras avants , je sais que les roulements d’origine avec cage ne sont plus disponibles, donc lesquels me conseiller vous ?
Au plaisir et félicitations
Martin
Merci à vous tous, le remontage s’accélère …
Pour ce qui est des roulements Martin, ceux que l’on trouve chez les revendeurs comme Stoddard sont très bien. Il s’agit de roulements à simple rangée d’aiguilles, il en faut 2 par bras soit 8 au total sans oublier l’entretoise en plastique qui remplace l’épaulement du roulement d’origine qui fait office de calage. Bon courage pour la resto de cette AT1.
Merci , je vais commander ces pièces , j’aurai surement dautres questions en cours de route ! Si cela ne vous dérange pas bien sûr.
Martin
Bonjour , à propos de la tige du volant, la mienne étant à remonter totalement je me demande de quelle façon remonter les bagues de cuivre et les fils electriques , ils sont soudés? Y a t il une membrane entre les bagues de cuivre et la tige ? Vert et brun les fils ??? Merci beaucoup Martin
Bonjour Martin, je t’envoie par mail les infos que tu cherches
Bonjour, du super boulot et fait dans les règles de l’art. C’est ce que j’aimerais bien réaliser également sur le train avant de notre Cox de 1965. Le problème qui se pose c’est de réussir a trouver l’outillage, comme l’alésoir et les autres outils, pour pouvoir realiser un travail de cette qualité. Pouvez m’indiquer s’il y a d’autres solutions que celle utilisée pour remplacer les bagues en celeron?
Bien cordialement,
Nicolas.
Merci , j’ai remarqué qu il y avait une erreur dans mon email . Seulement des minuscules don voici:
martin@metauxsursite.com merci encore Martin
Bonjour,
super site, très intéressant.
J’ai le même problème de bague céleron sur ma voiture, je dois changer la bague, mais personne ne sait faire et n’a les outils… J’en suis à réfléchir à envoyer mon train avant à l’étranger….
Si vous avez des idées pour m’aider….
Merci d’avance.
bonjour
merci
les bagues en céleron existent désormais chez Porsche, je n’ai pas de retour par contre sur la qualité à savoir si elles sont ou pas aux bonnes dimensions
J’ai trouvé les bagues en Pologne, mais c’est l’outil qu’il me manque pour les usiner une fois montées. J’ai compris que si on les usine avant, en les rentrant elles se contractent et cela ne va plus.
Bonjour alphi,
Je n’arrive pas à trouver l’outil 274a dont j’ai besoin pour réparer mon train Cox Type 1 (j’ai trouvé une personne qui a le 274b mais ça n’ira pas).
Avez-vous toujours le votre ? seriez-vous vendeur ou accepteriez vous de m’aider à aléser les 8 bagues de mon train ? (si vous êtes en France).
Merci d’avance de l’aide que vous pourriez m’apporter.
Cordialement,
Stephane