Remontage des bielles sur le vilo, serrage des écrous à 4,5 mkg, vérification du jeu latéral.

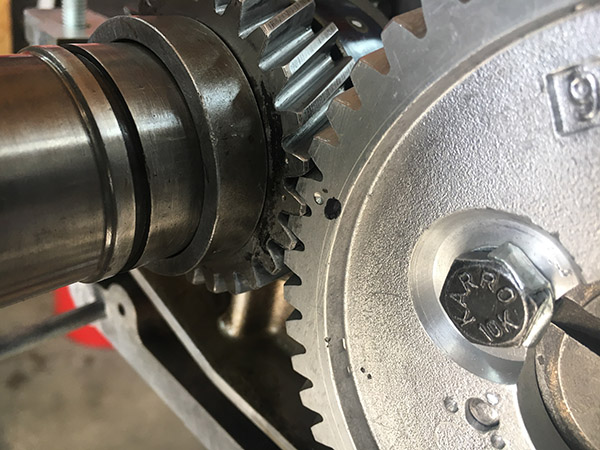
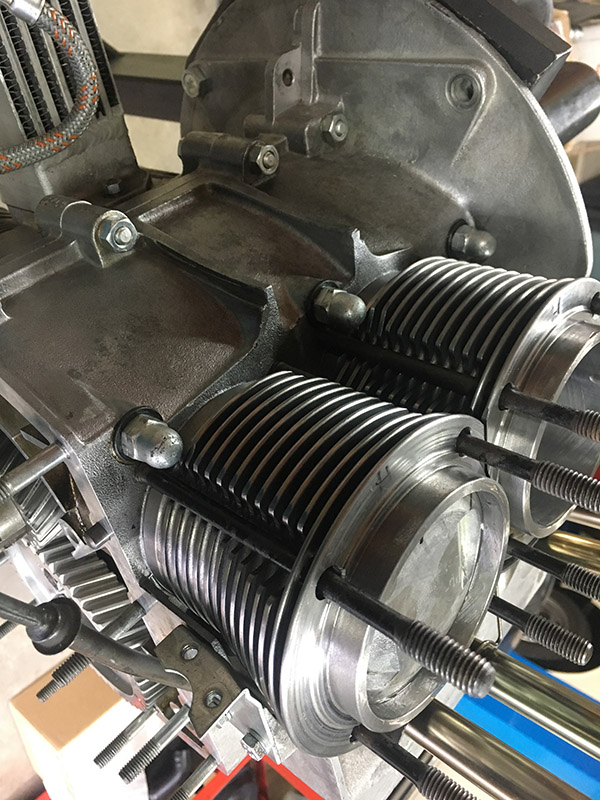
Après avoir effectué le jeu entre dents entre le pignon alu de l’arbre à came et le pignon acier du vilo, il est finalement décidé de changer le pignon en acier du vilo par un NOS de marque VW destiné à l’origine au moteur 30 ch pied moulé, c’est le même que ceux qui étaient montés sur les 356.

Le pignon est chauffé dans un bain d’huile pour rentrer sans forcer en bout du vilebrequin.

Montage à blanc des coussinets dans le bloc

Vérification des coussinets alu une fois le bloc serré au couple

Montage du pignon alu SWAG sur l’arbre à came, avec les rondelles freins et les 3 coups de pointeau au niveau de chaque pion.

Vérification du jeu axial de l’arbre à came

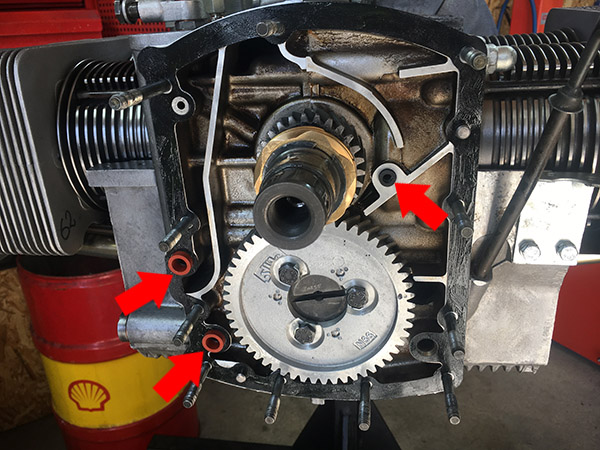
Montage à blanc des demi-carters. La plaque carré en acier boulonné sur le bloc sert de support au comparateur.
Avec les 2 pignons neufs, le jeu entre dents est cette fois-ci dans les tolérances soit 4/100° maxi.

Impossible par contre de monter les tubes enveloppes dans les demi-carters. Les tubes que l’on trouve dans le commerce sont plus long d’un coté que de l’autre, empêchant le déjaugeage dans les courbes (!) . Ils ont d’ailleurs été montés d’origine, semble t’il, sur les modèles de 356 plus récentes.

Des bavures à l’intérieur du bloc empêchent le montage de ces tubes enveloppes.
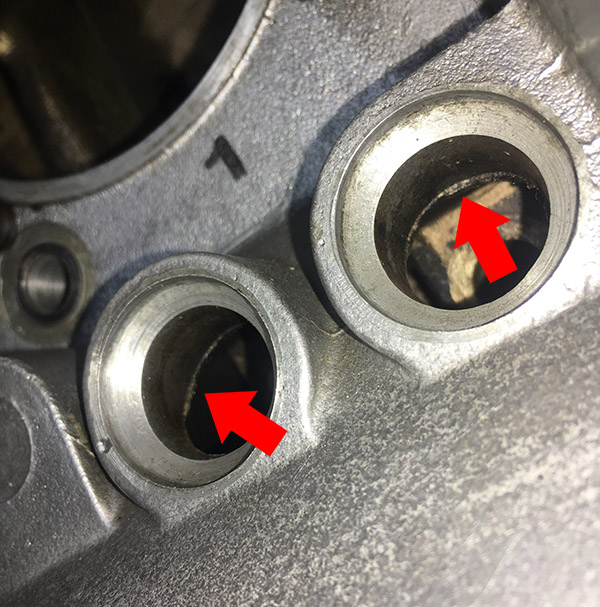
Un petit coup de Dremel suffit !


Les carters sont de nouveau nettoyés puis soufflés à l’air comprimé pour éliminer toute trace de limaille !

Fabrication du carter 15° semaine de l’année 59, ce qui est cohérent avec d’autres dates trouvées sur d’autres pièces comme les culasses qui étaient frappées 18/59 (voir le dernier article). Pour info la voiture est sortie des chaines de montage le 16 Juillet 59 (29° semaine de 59), elle fêtera d’ailleurs ses 60 ans dans un peu plus de 10 jours !

Remontage de l’ensemble mobile sans oublier le calage entre les 2 pignons.
Mise en place de Loctite 574 avant de fermer. Ce produit d’étanchéité polymérise en absence de l’air, il n’y a donc pas de risque que les excédents viennent obturer un conduit d’huile comme cela peut être le cas avec des produits à base de silicone.

Des rondelles acier (avec chanfrein pour le joint torique) sont préférées aux rondelles cuivre montées sous les écrous borgne du carter.

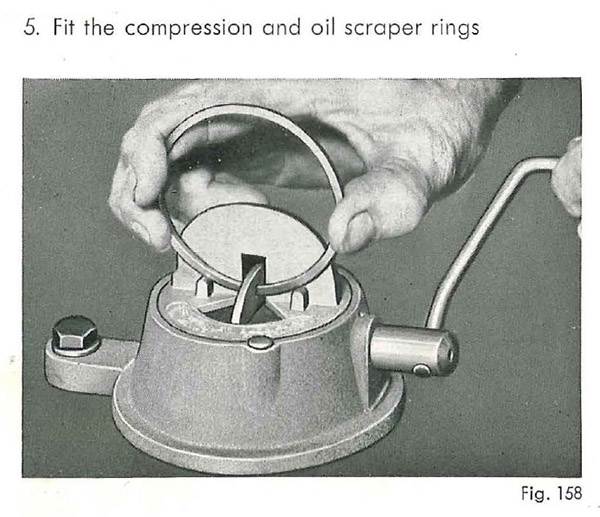
Vérification du jeu à la coupe de chaque segment avant montage.

Au final le jeu s’avère être dans les tolérance (0,100-0,300) , il ne sera donc pas nécessaire de retoucher les segments.
Montage à blanc des pistons et des cylindres

Contrôle de la planéité du dessus des cylindres et par conséquence des portées de cylindres du bloc.

Calcul du rapport volumétrique et contrôle de l’espace restant entre pistons et cylindres afin de déterminer les cales à metre sous cylindres. Les premiers essais ont été réalisés avec de la pâte à modeler.
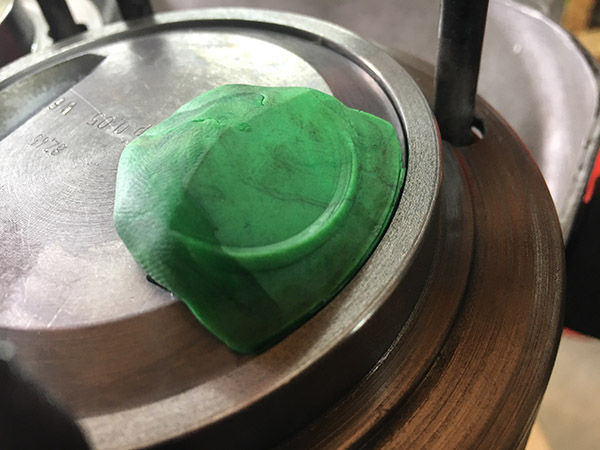

Cette méthode est finalement trop imprécise pour mesurer l’espace restant qui est aux alentours de 1 mmm.

Une autre méthode est utilisée avec des fils d’étain.

Avec des cales de 0,25 mm sous les cylindres, l’espace restant entre pistons et culasses est en moyenne de 8/10° à 1 mm. Le rapport volumétrique est cette fois-ci conforme aux prescriptions techniques d’origine du moteur.

Il s’agit de cette espace entre le piston et le cylindre
Démontage des cylindres et pistons pour montage des segments. Avec une pince à segments c’est plus prudent …

A défaut de l’outil spécial P8 …

… un outil simplifié est fabriqué dans une bande de tôle de 6/10° pour le montage des pistons avec segments dans les cylindres.

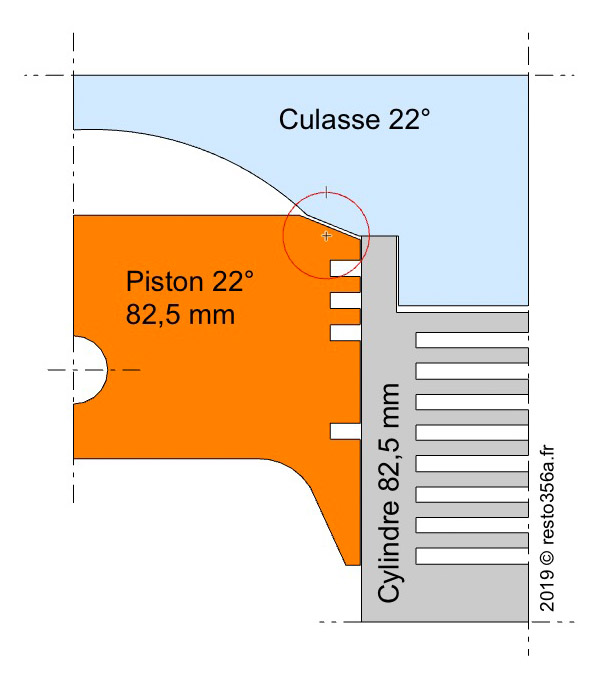
Montage des cylindres en Durabar et des pistons KS avec les cales en cuivre de 0,25 mm sous les cylindres.
Montage et serrage au couple des culasses

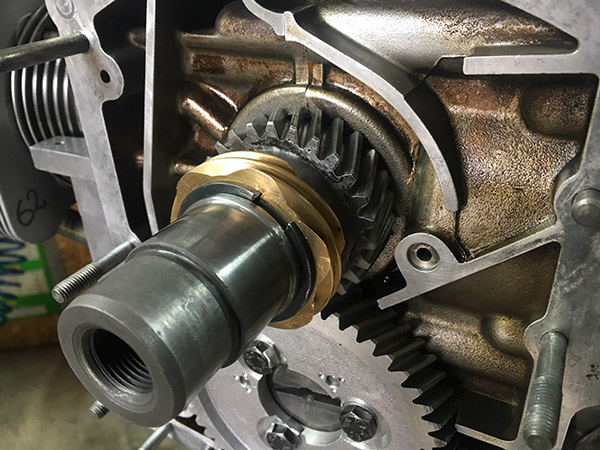
Montage du pignon en bronze en bout du vilo sans oublier le clips et surtout sans rayer le palier du vilo !
Montage du joint papier enduit au préalable de loctite 574 sans oublier les 3 joints d’étanchéité avant de refermer.
Les rampes de culbuteurs sont calées de 0,50 mm (2 cales de 0,25 mm d’axes de pivots) pour rattraper les usinages successifs qui ont été fait au cours de la vie du moteur afin de retrouver une géométrie correcte.
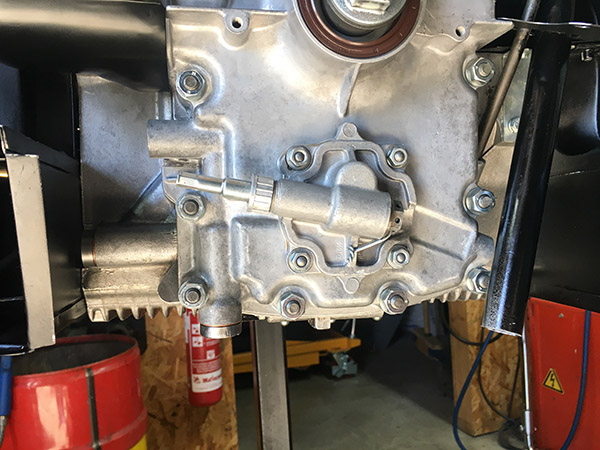
Le jeu axial de l’axe de pompe à huile est vérifié avant le montage du 3° carter.

Ce qui détermine l’épaisseur du joint à mettre en place. Il sera finalement mis un joint de 1/10° plutôt que celui de 2/10° fourni dans la pochette de joint, afin d’avoir une pression d’huile la meilleure possible.

La pompe est remontée, l’écrou freiné en bout de l’axe pour le compte-tours.
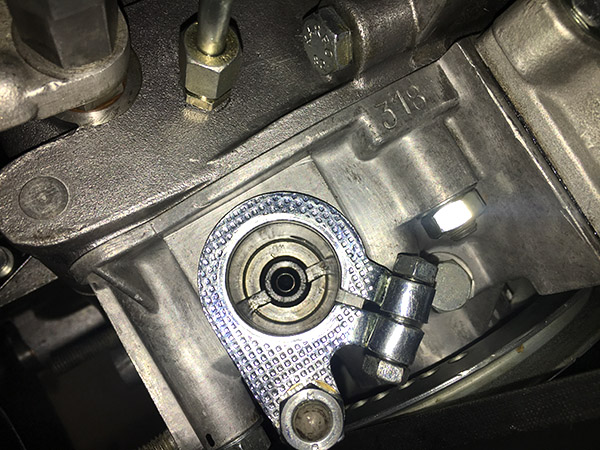
Ayant omis de caler correctement l’axe de l’arbre à came avant de remonter le 3° carter (!), il est extrait au moyen d’un outil spécial. Ce n’est pas le moment laisser tomber la rondelle de calage (non présente sur la photo) dans le fond du bloc !

L’axe est repositionné, la fente parallèle au plan de joint, côté poulie.
Il reste encore l’ensemble des périphériques à remonter avant de pouvoir le démarrer sur le banc …
Bravo, encore une épreuve supplémentaire. Est ce que le bouchon en tole guidant le bout de l’arbre à came derrière le volant moteur à reçu un collage ou autre spécial?
Bien souvent c’est la source de nombreuses fuites.
Il y a en pdr des joints de queue de soupape pour l’admission (invisible sur le pet). Est il préférable d’en installer 4 en seconde monte même avec des guides et soupapes en parfait état pour éviter une jolie fumée noir?
Félicitations pour cette French qualitat👍🏻 exemplaire.
Merci, le bouchon a été collé avec la même loctite, je n’ai encore jamais eu de fuite à ce niveau là et j’espère bien ne pas en avoir !
Pour les joints de queue de soupapes, c’est sur les modèles plus récents comme sur les SC ou les 912
Bonjour, je souhaiterais m’abonner à votre site, mais je n’arrive pas a y accéder, pouvez-vous svp me donner 1 contact ou téléphone, je voudrai rénover une 356 B T5
merci
Jean- Claude
Bonjour
Votre mail a bien été rajouté à la liste de la newsletter
Bonjour ,
Pourriez vous me vendre des goujons pour un tracteur Porsche modèle standard série 218 ?
il parrait que tous les goujons de tous les tracteurs sont les même , à controler ?
Merci de me répondre ,
Bien cordialement ,
Francis.
0032 475 41 22 22
Bonsoir,
Désolé je n’ai pas de goujon pour un tracteur Porsche
Je vous envoie par mail les coordonnées d’un contact qui saura vous trouver ça
Bonne restauration
bonjour je reviens vers vous, parce que j ai une question.
j espère que ça vous dérange pas.
j ai décidé de refaire mon moteur cette hiver de ma 356 bt5 de 1963.
cause fuite d huile, on me parle d une certaine méthode le plastiquege (je sais pas si ça se dit comme ça et l écriture)
et cette méthode c est avant le remontage, je pense que c est au niveau du vilebrequin et les coussinets.
si vous savez ce que c est je suis preneur de votre réponse.
merci bon week end
Bruno
Bonjour Bruno. C’est une méthode pour déterminer le jeu entre les tourillons du vilebrequin et les coussinets dans le bloc. Généralement utilisé si vous n’avez pas d’appareils de mesure, elle peut toutefois être utilisé en complément d’une métrologie pour valider ses jeux. Au moment du remontage, vous placez des plastigauges entre les tourillons et les demi-coussinets avant de refermer le bloc au couple. Vous démontez l’ensemble pour mesurer la largeur des plastijauges écrasées afin de déterminer à l’aide d’une réglette le jeu. Un exemple ici : https://www.youtube.com/watch?v=_YpudXIT4C4
super merci bcp pour votre réponse, vraiment merci
vous êtes top
Bonsoir c est encore moi Bruno, j ai une question au niveau du pignon que vous chauffez dans un bain d huile, une fois effectué cette manœuvre il rentre sans forcer ?
ou il faut quand même taper un peu dessus?
et je fais le même pour le pignon en bronze pour l allumeur?
Un grand merci pour vos réponses
je vous souhaite une très bonne soirée
Bruno
Bonsoir
Sur un pignon d’origine, cela rentre sans forcer.
Vous pouvez également faire chauffer le pignon avec un décapeur thermique mais dans un bain d’huile, la chaleur se répartit uniformément et du coup cela se passe plutôt bien en règle générale.
Bonjour c est encore moi chemin Bruno
J’espère que je vous embête pas
Je suis entrain de remonter mon moteur et je suis sur le 3 eme carter
Il vaut mieux mettre l axe de l allumeur avant de mettre en place le carter ?
Ou je monte le carter et je viens mettre en place l axe de l allumeur après sans faire tomber la rondelle
Merci et bonne journée
Bruno
Bonsoir. Il est préférable de monter l’axe de l’allumeur à la fin pour faire le bon calage. Pour ne pas faire tomber la rondelle au fond du carter, vous pouvez vous aider d’une tige (un tournevis) que vous enfoncez dans le bloc pour guider la rondelle que vous pouvez enduire de graisse au préalable.